Coin cells are a standard way to test prototype materials for batteries. The coin cell is safely sealed and can be tested on standard test apparatuses.
PPE:
Lab goggles
Gloves
Lab coat
N95 respirator (optional)
Materials:
Electrode powder:
LiCoO2 (cathode)
Si (anode)
Acetylene black
Polyvinylidene fluoride
NMP
Current collector:
Aluminum (cathode)
Copper (anode)
Lithium foil
Battery parts:
Case
Gasket
Cap
Plate
Spring
Electrolyte
Equipment:
Jar with cap
Magnetic stir bar
Spoon
Pipette
Balance
Wipes
Alcohol
Hotplate magnetic stirrer
Blade & tape/doctor blade/notched bar
Glass slide
Cotton swab
Vacuum oven
Calender
Punches:
15mm cathode
19mm anode
20mm separator
Micrometer
Weighing paper
Insulated tweezers
Glovebox
Nonconductive surface (sheet of paper/Plexiglas)
Pipette
Crimper
Marker
Procedure:
- First, you’ll want to don your PPE. Nitrile gloves, lab coat, and lab goggles are a minimum. I like to wear a N95 respirator when working with powders outside the fume hood.
- Take a jar and stir bar out of the drying oven. Moisture plays a critical role in battery manufacturing, so you want to keep all your materials and containers as dry as possible. We also keep our carbon black and active materials in the drying oven.
- Weigh the amount of active material you’ll need. The amount of carbon black will depend on the electrical conductivity of your active material. For our LiCoO2 a mixture of 85% active material, 7.5% CB, and 7.5% PVDF will work well.
- Once all the powders are weighted into the jar, use a pipette to drop the NMP into the flask. The viscosity achieved will depend on the surface area of your powders, the more surface area the thicker your slurry will be. The desired viscosity depends on the desired thickness and casting method. For the materials and casting method used in this demo, a ratio of 1:2 by weight of solids to liquids works nicely.
- Drop the magnetic bar and place on a stirrer. We like to stir the slurry at least overnight to ensure proper mixing.
- We are going to be casting the slurry using tape and a blade, but this can also be done with a doctor blade, or notched bar for higher precision. For this method, take a glass slide and drop some NMP on it. Place the current collector (copper foil for low voltage electrodes, or anodes, and aluminum for higher voltage electrodes, or cathodes) and with a cotton swab flatten and clean the foil. Make sure to remove any bubbles from underneath the foil. Place the tape along the sides, making a channel narrower than the width of the blade. Two layers of tape will give me films of my desired thickness, but if you need thicker or thinner films you can add or remove layers of tape. Remember that the thickness of the wet film will be greater than that of the dry film.
- Empty the jar on the foil, preferably close to the top, making a tooth shape. Quickly take the blade (a rod, or anything with an even, firm, edge will work) and drag it along. Pass it again if you are displeased with the quality of the surface, but avoid playing with it, for it will coagulate as it dries or if moisture is inserted. Place it on a hot plate, and quickly dry the excess NMP to avoid segregation of the slurry. Once it looks dry, place it in a vacuum oven at 120 degrees Celsius for at least a few hours.
- Calendering is optional. Calendering will reduce the porosity of the film. To do this, get the calender to the appropriate thickness, and feed your film through. The film will bounce back a little after calendering; make sure you take this into account when setting the thickness. Feed it in both directions, to avoid giving your grains a direction.
- Punch you electrodes out of the strip. To minimize edge defects, sandwich your strip between weight papers. The basic requirement is that the diameter of your working electrode is smaller than that of your reference electrode (lithium in our half cells), and both are smaller than the separator. For a 2032 coin cell (meaning 20 mm in diameter, 3.2 in height), the separator will be the full 20mm in diameter. Lithium foil already cut in disks will be 15.6 mm in diameter, so we can use the 15mm punch for our working electrode (or a smaller one, if desired). Record the weight of each disk, and keep track of which weights how much. I use weighing paper and label each compartment with a number. If desired, you can use the micrometer to measure the thickness to verify uniformity.
- Introduce the electrodes in the glovebox. Remember to flush the chamber twice, and place gloves on top of the glovebox gloves to avoid contamination.
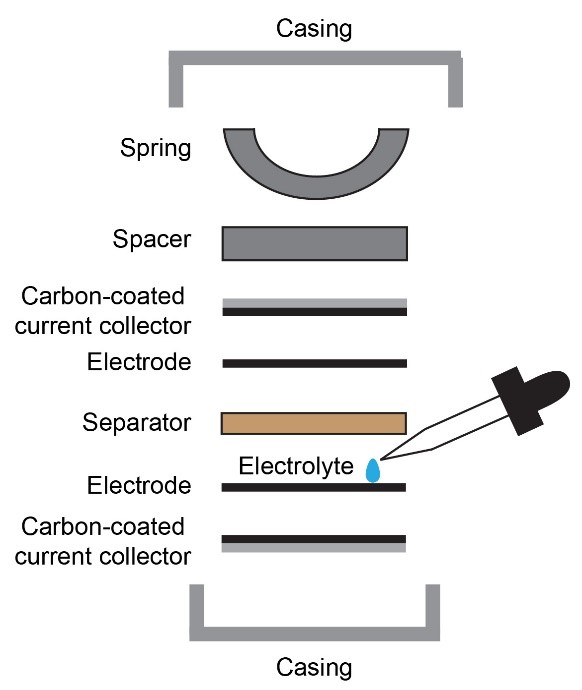
- To assemble a large number of coin cells quickly, align all the parts on top of a nonconductive surface (to avoid accidental shorting of the cell). Press the lithium disks to the stainless steel current collectors. Label each coin cell with the corresponding one from your records. Place the o-ring on the smaller cap and press. Place the spring on top and then the stainless steel and lithium, with the lithium on top. Place the separator on top as centered as possible, and drop the desired amount of electrolyte. Using a fixed volume pipette will speed the process up. Place your electrodes on top, with the cast film facing the lithium. Try to center it as much as possible with the lithium to avoid uneven current densities. Place the larger cap on top.
- For this particular crimper, the large cap goes on bottom, so flip the coin cell and center it in the crevice. Yank down hard and take it out. Make sure that the edges are curved, otherwise the seal is not good. Once out, I recommend washing them and properly labeling them like this one, to ensure your coin cells clearly match your notes.
- Now your coin cell is ready to test!